Altkvalita DIN353 HSS Maŝinfrapeto




Trajtoj
1. Materialo: Maŝinaj kranoj laŭ DIN352 estas faritaj el rapidŝtalo (HSS), kiu estas konata pro siaj bonegaj malmoleco kaj eluziĝrezistaj ecoj. Ĉi tio ebligas efikan tranĉadon kaj plilongigitan ilvivon.
2. Fadenprofiloj: DIN352-frapoj estas haveblaj en malsamaj fadenprofiloj por konveni al diversaj surfadenadaj aplikoj. Oftaj fadenprofiloj inkluzivas metrikajn (M), Whitworth (BSW), Unified (UNC/UNF), kaj tubfadenojn (BSP/NPT).
3. Fadengrandecoj kaj paŝoj: Maŝinfrapiloj laŭ DIN352 estas haveblaj en vasta gamo de fadengrandecoj kaj paŝoj por plenumi diversajn postulojn. Ili povas esti uzataj por surfadenado de diversaj materialoj kaj povas pritrakti malglatajn kaj fajnajn fadenpaŝojn.
4. Dekstraj kaj maldekstraj tranĉoj: DIN352-frapoj estas haveblaj en kaj dekstraj kaj maldekstraj tranĉkonfiguracioj. Dekstraj frapoj estas uzataj por krei dekstrajn fadenojn, dum maldekstraj frapoj estas uzataj por krei maldekstrajn fadenojn.
5. Konusformaj, mezaj, aŭ fundaj frapetoj: DIN352-frapoj estas haveblaj en tri malsamaj stiloj - konusformaj, mezaj, kaj fundaj frapetoj. Konusformaj frapetoj havas pli laŭgradan komencan konusformon kaj estas ofte uzataj por komencaj fadenoj. Mezaj frapetoj havas moderan konusformon kaj estas uzataj por ĝeneralaj surfadenaj aplikoj. Fundaj frapetoj havas tre malgrandan konusformon aŭ estas rektaj kaj estas uzataj por surfadenigi proksime al la fundo de truo aŭ por tranĉi fadenojn tute tra blinda truo.
6. Bevelita aŭ enkonduka dezajno: La kranoj povas havi bevelitan aŭ enkondukan antaŭe por faciligi la komencon de la surfadenado kaj helpi gvidi la kranon en la truon glate. La bevelita dezajno ankaŭ helpas en la forigo de ĉipetoj dum la tranĉado.
7. Daŭreco: DIN352 HSS-maŝinaj kranoj estas desegnitaj por elteni la rigorojn de kontinua uzado. La materialo kaj fabrikada procezo certigas, ke ili havas bonan daŭripovon, permesante plurajn uzojn antaŭ ol necesi anstataŭigon.
8. Normigita dezajno: La normo DIN352 certigas, ke la dimensioj, tolerancoj kaj geometrioj de ĉi tiuj maŝinaj ŝraŭbingoj estas normigitaj. Tio ebligas interŝanĝeblecon inter ŝraŭbingoj de malsamaj fabrikantoj, provizante koherajn kaj fidindajn rezultojn pri ŝraŭbado.
detalo de mana frapeto


fabriko

specifoj
| Aĵoj | Specifo | Normo |
| FRAPETOJ | Rektaj kanelitaj manfrapetoj | ISO |
| DIN352 | ||
| DIN351 BSW/UNC/UNF | ||
| DIN2181 | ||
| Rektaj kanelitaj maŝinfrapetoj | DIN371/M | |
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| DIN2181/UNC/UNF | ||
| DIN2181/BSW | ||
| DIN2183/UNC/UNF | ||
| DIN2183/BSW | ||
| Spiralaj kanelitaj frapetoj | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| Spiralaj pintaj frapetoj | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| Rulpremilo/Formfrapilo | ||
| Tubfadenaj frapetoj | G/NPT/NPS/PT | |
| DIN5157 | ||
| DIN5156 | ||
| DIN353 | ||
| Nuksofrapetoj | DIN357 | |
| Kombinita borilo kaj frapetilo | ||
| Frapetoj kaj ŝimo-aro |
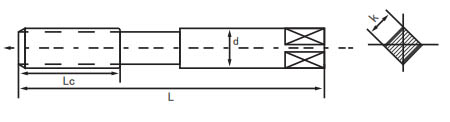
| Grandeco | L | Lc | d | k | fundotruo | |||||
| M2*0.4 | 40.00 | 12.00 | 3.00 | 2.50 | 1.60 | |||||
| M2.5*0.45 | 44.00 | 14.00 | 3.00 | 2.50 | 2.10 | |||||
| M3*0.5 | 46.00 | 11.00 | 4.00 | 3.20 | 2.50 | |||||
| M4*0.7 | 52.00 | 13.00 | 5.00 | 4.00 | 3.30 | |||||
| M5*0.8 | 60.00 | 16.00 | 5.50 | 4.50 | 4.20 | |||||
| M6*1.0 | 62.00 | 19.00 | 6.00 | 4.50 | 5.00 | |||||
| M8*1.25 | 70.00 | 22.00 | 6.20 | 5.00 | 6.80 | |||||
| M10*1.5 | 75.00 | 24.00 | 7.00 | 5.50 | 8.50 | |||||
| M12*1.75 | 82.00 | 29.00 | 8.50 | 6.50 | 10.30 | |||||
-

Sesangulaj reduktitaj ŝafingraj frezitaj HSS M2 spiralboriloj kun titania tegaĵo
-

malgranda volframa ŝtala segilklingo por tranĉado de neoksidebla ŝtalo
-

M-tipa volframa karbida lamo kun konusa formo kaj pinta fino
-

115PCS HSS-ciferaj boriloj kaj literformaj boriloj en metala skatolo
-
Nigraj Oksidaj Forĝitaj HSS-aj jobber-longaj Tordboriloj
-

plene muelita HSS aviadila plilongigita torda borilo kun nigra oksido c ...